



※本企画はHeritage&Legends 2022年12月号に掲載された記事を再編集したものです。


エンジン加工の精度を高めてメリットを得る
エンジンをオーバーホールする、チューニングする。空冷Zではごく当たり前に言われるような言葉だが、ここに関わってくるのが内燃機加工だ。よく知られているのはピストンのサイズを大きくする際にシリンダーを広げるボーリング。場合によってはシリンダースリーブの打ち替えも行うし、その仕上げでサイズを合わせ込むホーニングという作業も行われる。
シリンダーヘッドならバルブとバルブガイドのクリアランス調整に、バルブフェイスとバルブシートを密着させるフェイスカット、バルブガイド打ち替え。シリンダーブロックやヘッドの合わせ面を平滑にしたり圧縮比を上げたりするための面研や、クランクシャフトまわりの加工、芯出しやバランシングも含まれてくる。
エンジン内部の加工が内燃機加工で、多くの、特に旧車系のライダーはそうした加工の恩恵にあずかっているはずだ。ACサンクチュアリーが作るコンプリートカスタム、RCMのエンジンも同じだ。もちろん2輪向けの内燃機加工店も多くあり、RCMでもそうした専門店に作業を依頼していた。

▲サンクチュアリーの代表、中村博行さんが手にするのはDiNx製鍛造ピストン。加工精度の向上は今後のRCMにも反映されるし、可能性もさらに広がった。
「私たちサンクチュアリーでも必要な数字を出したり、加工をお願いしてきましたが、少し前にグループ企業として内燃機専門の“DiNx”(ディンクス)を立ち上げました。必要な機械や設備を揃え、専門のスタッフもいます」
ACサンクチュアリー・中村さんは言う。中村さんはこれまでにも内燃機加工部門設立の話をしていたが、それが具体化されたのだ。
「やり取りは独立した会社どうしのそれですが、エンジン作業への要求が詰めやすくなりますし、パーツや加工のいろいろなデータも蓄積し、応用しやすくなります。既にピストンやビッグバルブ、ガイドも送り出していますが、そんな必要なパーツも開発できます。
Zが排出ガス規制を受けるようなケースも考えて、有害物質を極力抑えるための加工で特許を出願したのもDiNx絡みです。RCM-USA A16を作る時に排出ガスの壁というのがあったのですが、そこを超えたい。1/1000mm台の加工でそれができたので、応用も利くだろうと。
もちろんRCMだけでなく2輪、4輪の一般修理やオーバーホールに対応できますし、多くのショップさんから内燃機加工を依頼されているようです。当社もそのひとつ。今回は作業の概要をスタッフから説明してもらいましょうか」
以下、作業の説明はDiNxスタッフにしていただいた。エンジンへの要求や勘所は何だろう。1/1000mm台の精度というワードも気になる。この日はまだ暑かったが、DiNx社屋に入ると快適な涼しさが感じられる。

▲CNCホーニングマシンのタッチパネル。1/1000mm台の精度のホーニングが行えるが、基本は恒温下(社屋内を20℃にしている)での精密測定による数値と、作業基準取りにある。
「室内全体を20℃の恒温という環境にしています。対象物や計測器、機械類をこの温度に落ち着かせて、計測、加工、仕上げという作業を行います。この温度でないとダメというものではなくて、私たちが基準にしている数値です。ここで加工したものをお送りして、同じ条件にすれば同じ数値が得られる。そのための環境作りです」
作業は環境作りから行われる。違う温度で計ればその値も異なるし、加工が入ればその結果も変わる。当たり前と言えば当たり前だが、それを全行程で守る。
「計測にしても、計測者や計器の癖が出ます。例えばピストン径を計る時にマイクロメーターを当てる。その時にどの位置にどう当てるか。メーター側もどこまでの強さで当てる(ねじ込む)か。計測器によっては数値の読み方。そういうことも意識して計ります。
それだけでも1/1000mm台ではズレが出ます。ですから誤差は極力なくしながら、図面(設定数値)に従うように。プラスマイナス5/1000mmという公差の真ん中を取れるように考えます。それで計った状態というのは、加工のための基準になります。こういう位置と数値のものに、こういう数字での加工をしています、と。
加工についてはそういう単位の数値が出せればそのデータを取り込んで加工するツール(機械)がありますから、それを使います。CNCホーニングマシンもそうですし、ヘッド加工機やツールヘッドもそうです」
超精密レベルと言える数字。それに基づいた計測と加工ができることが分かった。だが、それはどのように生きるのか、解釈すればいいのだろうか。続けてもらおう。

▲オリジナル鍛造ピストンはZ系用で圧縮比10.8のφ67、φ71、φ73mmと同11.0のφ75mmを設定。現代的な形状や肉抜きも持つ。A4032製とA2618製があり、シリンダー加工と合わせてのオーダーも可。
「シリンダーとピストンで言えば、クリアランスは狭い方がピストンが真っ直ぐ上下できて、効率がいいんです。オイル漏れもなくなる。これが広くてガタが出るようならピストンが踊るように上下して、効率が下がる。オイルも出やすくなる。摩耗や消耗した状態はこれです。一方で、クリアランスが狭過ぎれば焼き付きというデメリットが出てきます。これを防ぎつつ、効率も高めます。
シリンダーヘッドならばバルブステムとバルブガイドのクリアランスが同様です。ガイドの角度を正しくして、クリアランスを最小で取る。オイル下がりを防ぎます。その先のバルブとバルブシートの密閉性も高めたいですよね。燃焼したガスのエネルギーを漏らさずにピストンに伝えますし、しっかりした燃焼を燃焼室内で行える。ここでは両者の同軸(バルブガイドとバルブの中心が同一になること)度と、同じく真円度を高めて詰めていくことになります。先ほど言った計測と基準は、納品先でも共有する要素になります」
高い精度は幅広い加工に対応するため
ここではDiNxで行う作業のいくつかを見せてもらった。シリンダーボーリングに仕上げのCNCホーニング。それにシリンダーヘッドのツインプラグ加工だ。どれもここまでに説明を受けたように測定を行い、作業の基準(シリンダーやヘッドなら上下面および加工台とも水平が取れていることが前提)を決め、対象の位置を正しくし、加工に入る。こうした加工はこれまでも行われてきたが、先述の精度はZにどう影響するのだろうか。

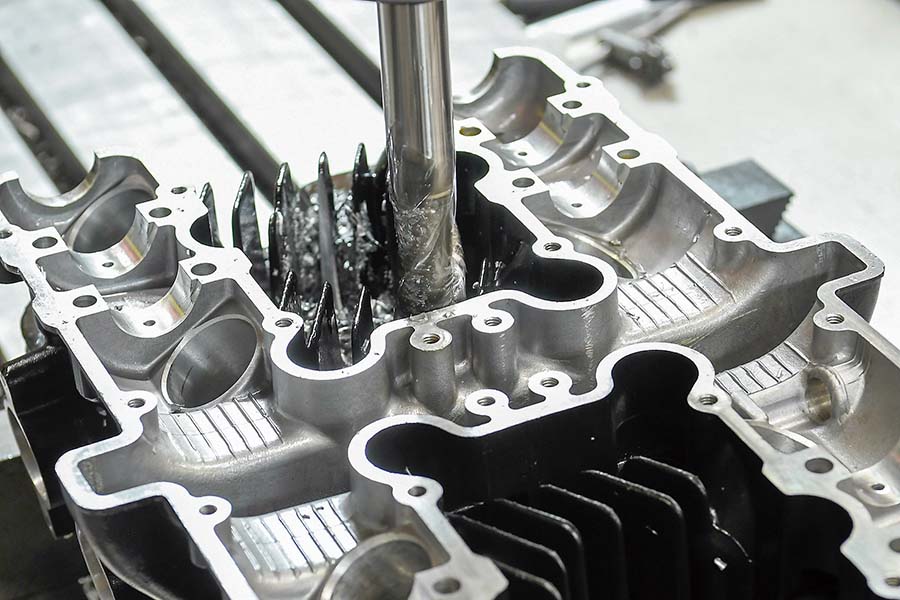
▲YZ500-WR切削加工機にシリンダーヘッドを基準を決めてブレや押してのゆがみなく水平にセットし燃焼室側から10mmの追加プラグ用下穴を開ける加工例。
「先ほど述べたようなものですが、精度を上げればわずかな調整も可能になりますし、対応力の幅も広がります。同じ2/100mmというクリアランスを作るとした場合に、1/10mm精度ではできません。1/100mm精度ではできますけれど、誤差も残ります。これを1/1000mmでやればただクリアランスを作るだけでなく、誤差も大幅に下げられます。
これはZの純正ピストンやシリンダーでもできますけど、何が何でも1/1000単位でやると言うのではなく、この精度で加工できれば、幅広い対応で作業を受けられるということです。適当に削って近い数値を作るのでなく、図面通りの仕上がりを狙う。
シリンダーの加工では使うピストンにそれぞれピストンメーカーの狙うところの違いがありますし、それも考慮する。また、使うショップさんの考えも反映することになりますから、それも取り込んで詰めていきます」
どの部分でも、使うパーツや作業によって必要なことを織り込む。もちろんただやるのでなく、オーダーを反映する。ピストンに関してはDiNxの考えを反映したZ系用オリジナル国産鍛造ピストンも用意している。その開発にはサンクチュアリーのZレーサーのデータがよく反映されているという。これも含め、エンジン作業の受け入れ先にしてほしいとも。
「クランクのゼロバランスもすれば、シリンダーのフィン欠け修正やボルト折れ対策、ケースのピン割れ修正などの作業も受けます。この辺も相談していただければ」

▲AC SANCTUARYのRCM-562となるZ1。ライフも延ばしながらフィーリングも向上するDiNxでのエンジン加工を採用するコンプリートの例だ。車両の詳細はこちらのザ・グッドルッキンバイクページをチェック!
ACサンクチュアリーとDiNxは、前者が必要な作業を発注し後者が高精度加工を行うという関係で、不明点や加工の意味を擦り合わせることで、互いのノウハウも深めている。RCMでも新しいシリアルナンバーの車両ではDiNxでエンジン加工が行われていて、写真のZもそうだ。今までRCMでライフ優先、パワー重視としていたパッケージングが、さらに精度を高めることで、柔軟に仕様が選べることになる。製作後に訪れるだろうオーバーホールもDiNxでフォローされる。これでまた、コンプリートZの完成度が高まると言っていい。
DiNxによる数々の精密加工
■社屋内20℃を基準にして器具や測り手の癖にも配慮して作業

ピストン径測定の例。20℃で計るのは納品後に同じ条件で計れば同じ数値を作業者と共有できるからだ。

こちらはピストントップのリセスカットで、INφ37.5mm/EXφ32mmの逃げ加工。測定と強固な固定のための治具を作りアールと深さを測定後に中心を出して切削する。測定誤差を減らし、切削痕も滑らかでヒートスポットができず、4個の重量や加工ばらつきは極小となる
■オイルを漏らさず焼き付きもしない理想を狙う精密ホーニング

最新のCNC(コンピュータ制御)ホーニングマシン、ロッテラーH85Aでの精密ホーニング。シリンダーピッチや垂直はこの前のボーリング時点で出されている。先にシリンダー中心からのピストン外径分を取り(取りしろも1/1000mm単位で残してある)、次いで仕上げを行う。作業途中での温度上昇に対しては途中停止と安定化を挟む。高原状の表面に深めのクロスハッチを切ったプラトーホーニングを基本としている。

ホーニングマシンの全景で、切削油をかけながら作業は進む。精密クリアランスによりオイル漏れや焼き付きの2大ネガを避ける。

MAパフォーマンス社製ダミーヘッド。ホーニング時に装着し、実組み込み状態を再現した上でホーニングを行う。
■上下面を整えスリーブの芯を出した上で必要なサイズにボーリング

ボーリングは切削加工機(縦型フライスYZ-8N)上で行う。シリンダースリーブ(ここでは打ち替えも行っている)位置や振れを測定、センターを出したら写真のツール(奥の突起が刃)で切削し拡大する。


切削加工機にセッティングされたZのシリンダーブロック。奥はダイヤルゲージ。シリンダー内を回転させてセンターを出し、ツールに差し替えて加工(ここではボーリング)を行う。シリンダーブロックを水平(台に平行)、かつ加工時にぶれないように置くための治具やセッティングも重要。スリーブ厚みも2mm以上を確保し剛性も確保する。
■ツインプラグ化やバルブまわりのシリンダーヘッド部加工も自在に
バルブガイドの打ち替えやバルブシートまわりに面研、さらにはZ系で有効というツインプラグ加工と、多くの内容が考えられるヘッドまわり。その加工も手早く精緻に行われる。ここでは参考としてZのツインプラグ加工を追ってみた。



さまざまな加工を行えるYZ500-WR切削加工機にシリンダーヘッドをセット。ピストンやシリンダーブロック同様、基準を決めてブレや押してのゆがみなく水平に(角度については対象物や加工内容によっても異なる)置かれる。燃焼室側から10mmの追加プラグ用下穴を開けるが、バルブシート部などに影響がないよう、あらかじめプログラム入力していた位置にテーブルが移動。ここはYZ500-WRならではの機能で、4気筒とも正確に開けていく。スムーズで時間もかからず進んでいく。


燃焼室側からの穴開け加工が済んだらヘッドを裏返し、改めて切削加工機に固定する。ツールを換えて追加の点火プラグ用座面を作っていく。冷却フィンに影響なく、平らにプラグが触れる面を下写真(#3と#4気筒用)のように作る。これも4気筒分を作業。

プラグ座面が出来たらさらにツールを換えて下穴にネジ山を作る。切り粉を除き洗浄してツインプラグヘッド加工が済む。燃焼効率を高め排出ガスもクリアになる上にパワーも高まるとして狙い目の加工とのことだ。こうした加工もDiNxでは請け負うので問い合わせを。



仕上がったZ用ツインプラグヘッド。ACサンクチュアリーからのオーダー品で、RCMに使われるものだ。下写真は角度を変えて1気筒分を覗いたもので、ポート加工や鏡面加工はサンクチュアリーで行っている。ポートの鏡面研磨はDiNxでも行えるが、各チューナー/ショップのチューニングにともなう作業を、DiNxなど内燃機加工店でサポートすると考えたい。
■スムーズな回転を実現させるクランクバランス


クランクシャフトのスムーズな回転を実現するため、組み立てクランクでは正確な位相出し(気筒間で上死点が同じになるように)や芯出しを行う。写真はZ系用の例でベアリング類はVoice Japan製新品。一体型クランクではダイナミックバランス(軸芯近くで1g以内というゼロバランスが取れる)やラッピングでのジャーナル面粗度向上を行う。
■慣性を減らしつつ効率を高めるバルブ&加工もあり


面修正やシートリングの作成/入れ替え、バルブガイドの製作や高精度加工、材質変更、入れ替え、シートの適切な当たりなどの加工も提案する。上写真はDiNxオリジナル軽量ビッグバルブKIT(Z系用)で軽く効率を高める。下写真は左がCOMEC VGX-21バルブフェイスリフェーサー、右がMIRAI バルブシートリフェーサー。加工機類も高精度で正確な加工を行えるものを揃える。
協力:ACサンクチュアリー(SANCTUARY本店)

協力:DiNx(ディンクス)

レポート:ヘリテイジ&レジェンズ編集部

















